Vis de fixation
Pour les articles homonymes, voir Vis.
Une vis de fixation, appelée communément vis, est une pièce mécanique, comportant une tige filetée et une tête ; elle est destinée à réaliser la fixation d'une ou de plusieurs pièces par pression. La fixation par vis crée une liaison plan sur plan démontable, par placage précontraint des deux pièces à assembler. Tant que les efforts de traction appliqués sur la liaison n'excèdent pas la tension exercée au repos par les vis (dite « prétension »), l'assemblage bénéficie de la raideur des pièces assemblées.

Histoire
modifierLes premières apparitions connues d'un organe mécanique utilisant une surface hélicoïdale remontent à la vis d'Archimède, (mais il s'agit d'une utilisation dynamique de type « hélice »). Il fallut attendre la Renaissance pour voir des vis comme « moyen de fixation », dans les horloges, les machines de guerre et d'autres constructions mécaniques.
Léonard de Vinci développa alors des méthodes pour leur usinage. Toutefois, elles continueront à être fabriquées à la main et sans normalisation, même après le début de la révolution industrielle.
Les vis sont fabriquées industriellement depuis le XIXe siècle. Les vis fabriquées au XIXe siècle étaient à tête fendue. Au début du XXe siècle, pour éviter que le tournevis ne glisse sur la tête de la vis, le Canadien Peter L. Robertson inventa la vis à tête carrée. Au même moment, un Américain inventa la vis à tête étoilée pour résoudre le même problème.
La vis à tête carrée est très populaire au Canada alors que la vis à tête étoilée est très populaire ailleurs dans le monde. Cependant, aucun type de vis n'a su s'imposer complètement et on retrouve tous les types de vis dans tous les pays.
Caractéristiques
modifier
Les vis de fixation sont constituées des parties suivantes :
- une tête de vis, reprenant le couple exercé par l'outil de serrage et appliquant un effort de plaquage sur la bride supérieure ;
- éventuellement le fût, partie cylindrique lisse pouvant prendre appui sur l'alésage des brides ; il permet de reprendre le cisaillement en l’absence de pion de centrage ;
- la partie filetée, assurant la mise en tension de la liaison par vissage (transformation d'une partie du couple de serrage en prétension par le filet hélicoïdal) ;
- éventuellement la pointe, assurant le guidage de la vis, voire le perçage du support.
Les vis de fixation sont habituellement fabriquées à base d'acier. Lorsqu'une grande résistance au temps ou à la corrosion est requise, comme pour les petites vis de fixation ou implants médicaux, des matériaux tels que l'acier inoxydable, le laiton, le titane, et le bronze peuvent être utilisés.
Types
modifierLes vis de fixation se divisent en deux grands groupes selon le mode de pression :
- les vis d'assemblage : la pression est exercée par la surface inférieure de la tête ;
- les vis de pression : la pression est exercée par la pointe.
Vis d'assemblage
modifierLes vis d'assemblage sont les plus fréquentes, elles traversent généralement les pièces assemblées. La liaison se fait « par obstacle » pour une translation et deux rotations (appui plan sur plan) et « par adhérence » pour la rotation autour de l'axe de la vis et deux translations dans le plan, sauf pour les vis à tête fraisée ou équivalentes qui reprennent ces translations en réalisant une sorte de « mauvais centrage ». Quand les efforts de cisaillement excèdent les capacités de reprise par frottement, on complète la liaison d'un pion de centrage (deux pions s'il faut reprendre aussi le moment de torsion). Les vis ajustées permettent d'assurer le rôle des pions. Dans ce cas les perçages doivent être effectués après présentation des pièces en vis-à-vis.
Quand la vis traverse les pièces assemblées et que le serrage est obtenu par l'action conjuguée d'une vis et d'un écrou, on parle de liaison boulonnée (un boulon = une vis + un écrou). Sinon la vis peut se serrer directement dans une des pièces à assembler qui présente alors un trou taraudé, éventuellement équipé d'un insert (filets rapportés).
Les différentes vis se subdivisent selon la forme de l'extrémité, qui permet un plus ou moins bon guidage pour l'introduction dans le trou taraudé :
- bout de roulage (RL) : fabrication courante, ne guide pas (le guidage, s'il existe, est un lamage dans la pièce réceptrice) ;
- bout chanfreiné (CH) : le plus courant ;
- bout pilote tronconique (PN) pour vissages automatiques ;
- bout pilote cylindrique (PY) pour vissages automatiques.
Vis de pression
modifierClassification par forme de tête
modifier
La tête de la vis est un élément fonctionnel indispensable pour les vis d'assemblage, puisque c'est cette partie qui maintient la pression, ce qui n'est pas le cas des vis de pression, qui bien souvent n'ont pas de tête. Toutefois, la tête assure une deuxième fonction : celle de permettre l'application d'un couple de serrage, au moyen d'un outil approprié : tournevis ou clef.
Les formes choisies vont déterminer les différents types d'entraînement :
- Entraînement externe :
- Hexagonal (construction mécanique) : H
- Cylindrique (construction mécanique) : C
- Six lobes externes (vis de bandages)
- Empreinte :
- Cinq lobes creux (visserie aéronautique) dite empreinte Aster[1]
- Six pans creux (construction mécanique) dite BTR ou Allen : HC
- Six lobes internes (vissage automatique) dite Torx : X
- Cruciforme (vissage automatique) dite Pozidriv : Z
- Cruciforme dite Phillips : H
- Fente (tournevis : grand public)
- Fente (pièce de monnaie : grand public) : S
- Encoche (usage particulier)
- Carré dite Robertson : Q
- Triangulaire
- TooSpeed : TS (accepte cinq tournevis : fendu, cruciforme, Pozidriv, carré et TooSpeed)
- Vis Pentalobe (utilisée entre autres par Apple et Huawei)
- Vis indévissable, diverses formes utilisant un système de crans à sens unique ont été développées par les fabricants (menuiserie extérieure)
- Vis « antivol » utilisant des formes d'encoche brevetées par chaque fabricant qui fournit avec un tournevis spécifique (mobilier urbain)
- Multi-entrainement :
- Hexagonal fendu : HS
- Six pans creux fendu : HCS
- Cruciforme fendu : ZS
- Six lobes fendu : XS
Indépendamment du système d’entraînement, il existe plusieurs formes de tête de vis, entre autres : vis à tête fraisée et plate ; vis à tête fraisée bombée ; vis à tête bombée ; vis à tête cylindrique ; vis à tête plate ; vis trompette…
Tête carrée ou hexagonale
modifierTête six pans creux ou hexagonale creuse
modifierCes vis sont parfois également appelées HC, ou CHC (cylindriques hexagonales creuses) ou BTR.

| Diamètre | M1,6 | M2 | M2,5 | M3 | M4 | M5 | M6 | M7 | M8 | M10 | M12 | (M14) | M16 | (M18) | M20 | (M22) | M24 | M30 | M36 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Lmin | 2,5 | 3 | 4 | 4 | 6 | 8 | 10 | ? | 12 | 16 | 20 | 25 | 25 | 30 | 30 | 35 | ? | 40 | 45 |
| Lmax | 16 | 16 | 20 | 20 | 25 | 25 | 30 | ? | 35 | 40 | 50 | 55 | 60 | 60 | 70 | 70 | 80 | 100 | 110 |
Tête trois pans creux ou triangulaire creuse
modifier
4 tailles actuellement identifiées : 2 mm, 2,3 mm, 2,6 mm et 3 mm.
Rencontrées dans des productions asiatiques.
Vis à métaux à six lobes internes (ou Torx)
modifier
Les vis Torx sont caractérisées par leur empreinte sur la tête de vis en forme d'étoiles à six branches. Elles peuvent être préférées aux vis traditionnelles cruciformes pour leur meilleur prise avec une clé.
Vis esthétique type Irius
modifierLa particularité de cette vis est d'offrir un entraînement crénelé sous tête et donc une face plate pouvant être décorée ou peinte sans risque que le décor ne soit abîmé par le tournevis. Ce type de vis nécessite un outil spécifique pour le vissage.
Vis à empreinte cinq lobes internes (ou ASTER)
modifierCes vis possèdent la particularité de ne pas avoir l'empreinte sur la tête mais du côté du filet. Elles sont utilisées pour les assemblages aéronautiques, où elles permettent un serrage de l'écrou et le maintien de la vis d'un seul côté et simultanément. Cette propriété est particulièrement intéressante pour les assemblages d'avion, où la taille des structures ne permet pas à un seul opérateur de maintenir la tête de vis et de serrer l'écrou.
L'empreinte ASTER a été développée par LISI Aerospace, et introduite au début des années 2010, en remplacement des vis à empreinte hexagonale, qui n'offrent pas une résistance en couple suffisante lors du serrage des structures composites.
Classification fonctionnelle
modifier-
 Vis auto-taraudeuse.
Vis auto-taraudeuse. -
 Vis à bois moderne.
Vis à bois moderne. -
 Vis auto-foreuse.
Vis auto-foreuse. -
 Boulon (vis + écrou).
Boulon (vis + écrou). -
 Vis diverses.
Vis diverses. -
 Diverses vis pour boîtier de PC.
Diverses vis pour boîtier de PC.





Vis à tôle et auto-taraudeuse
modifierIl existe deux types de vis auto-taraudeuse : vis à bout pointu (type A), utilisée pour les tôles minces (d'épaisseur inférieure à 5 mm, environ), et vis à bout plat (type B), utilisée pour les tôles (ou supports) plus épais (ép. > 5 mm). Comme son nom l'indique, la vis auto-taraudeuse est destinée à tarauder le trou dans le support qu'elle va assembler. Avant la mise en œuvre, les éléments sont simplement percés et la vis va tarauder l'orifice. Il est donc inutile d'avoir un taraud, ou un écrou, pour ce type de vis: ceci permet un gain de temps lors de la mise en œuvre. Aujourd'hui[Quand ?], les vis auto-taraudeuses sont largement utilisées dans les différents domaines de l'industrie et de la construction.
Autres vis auto-taraudeuses
modifierLa pièce réceptrice comporte un trou non fileté, appelé avant-trou, ou n'en comporte pas: le filet de la vis et son extrémité sont adaptés pour réaliser le taraudage à la première utilisation (extrémité pointue, filetage conique en bout, filet tranchant, etc.). Dans ce groupe, on trouve : la vis à bois traditionnelle, dont les tire-fonds, et les vis à bois et aggloméré, qui tendent à les remplacer ; et la vis à panneaux de plâtre, ou « vis en trompette ».
Autres types de vis
modifier
- Vis à aggloméré : Vis à bois à tête fraisée, spécialement conçue pour les dérivés du bois, notamment les panneaux d'aggloméré. Son filetage, plus profond et plus tranchant que celui d'une vis classique, apporte une meilleure résistance aux assemblages.
- Vis tire-fond : à tête carrée ou hexagonale permettant d'être manœuvrée à l'aide d'une clef plate ou à pipe, ce qui permet un vissage plus puissant. Pour les diamètres importants, il est recommandé de percer un avant-trou limitant ainsi les risques d'éclatement du bois.
- Piton (ou gond à vis) : vis à bois sans tête dont la tige est courbée en forme d'anneau ou de crochet, pour être utilisée comme accessoire d'accrochage.
Vis à métaux
modifierLes vis à métaux ne peuvent être utilisées sans un écrou ou une pièce taraudée avec le bon filetage. La tige filetée est de forme cylindrique et le filetage est identique du début à la fin de la vis.
Une variante, la vis à collet carré, possède une section carrée à la base de sa tige sous la tête. Elle s'utilise exclusivement avec un écrou et une rondelle.
- Pour serrer des pièces de bois : lors du montage de la vis, le collet carré imprime son empreinte dans le bois. Ainsi pendant et après le serrage, la vis ne peut tourner, seul l'écrou tourne. La tête est ronde et lisse, en forme de goutte de suif, elle ne possède aucune empreinte.
- Pour serrer des pièces métalliques, celle-ci doivent posséder des lumières ajustées au collet carré. On emploie souvent ce type de vis pour la fixation des chemins de câble électrique entre eux et sur leur supports. Les têtes de vis sont toujours positionnées à l'intérieur de la dalle, afin de ne pas endommager les câbles lors du tirage de ces derniers.
Vis épaulée
modifierLa vis n'est filetée qu'en partie. La partie épaulée est destinée à rester à l’extérieur de la pièce réceptrice. Cette vis peut donc assurer à la fois une mise en position précise et un maintien en position ; cela permet d'éviter d'utiliser un pion de positionnement.
Vis autoperceuse
modifierIl existe aussi des vis autoperceuses, dont l'extrémité a la fonction d'un foret. Elles permettent de visser directement dans l'acier ou l'aluminium sans avoir à effectuer d'opérations de perçage, ni de taraudage préalable. Ces vis percent jusqu'à 16 mm d'acier. Elles peuvent être en acier, en inox ou bimétal (le corps en inox et l'extrémité en acier) type SX
Les vis autoperceuses sont essentiellement utilisées dans le bâtiment :
- pour la mise en place de bardages ;
- pour la mise en place d'étanchéité sur bac aciers ;
- pour la fabrication de fenêtre PVC ou aluminium ;
et dans le transport pour la fabrication des planchers de camion.
Normes
modifierDésignation normalisée
modifierLa désignation des vis permet d'identifier le type de filetage, le diamètre de la vis et la classe de résistance (dite classe de qualité) du matériau utilisé. Par exemple, pour la classe de qualité 8.8, le premier 8 indique une résistance à rupture Rm supérieure ou égale à 800 MPa (8×100) et le second 8 que la limite élastique vaut 80 % de Rm (8×10 %, ou bien 8×0,1), en l'occurrence Re = 0,8×800 = 640 MPa. Ces vis sont plus ductiles (moins cassantes) que des vis de classe 10.9 ou 12.9 en cas de choc.
Représentation
modifierIl ne serait pas raisonnable de représenter une vis en respectant les mêmes règles que pour les autres pièces. La figure ci-dessous, réalisée par ordinateur, montre ce que donnerait la représentation explicite d'une vis : non seulement cela prendrait beaucoup de temps, mais de plus, pour les vis de petite taille, d’usage courant, cela deviendrait illisible.
-
 Représentation réaliste d'une vis à métaux tête hexagonale.
Représentation réaliste d'une vis à métaux tête hexagonale. -
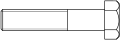 Représentation normalisée d'une vis
Représentation normalisée d'une vis

En dessin technique, la vis est représentée de manière normalisée. La convention utilisée représente le creux du filet par une ligne fictive (trait continu fin) situé du côté de la matière. Un trait fort traversant la tige indique la position du dernier filet complet, équivalent à une surface de butée contre laquelle s'arrêtera l'écrou. Ici, une vis à tête hexagonale.
Normes ISO
modifier- ISO 7046-1 : Vis à métaux à tête fraisée à empreinte cruciforme de type H ou de type Z — grade A — Partie 1 : acier de classe de qualité 4.8.
- ISO 7046-2 : Vis à métaux à tête fraisée à empreinte cruciforme de type H ou de type Z — grade A — Partie 2 : acier de classe de qualité 8.8, acier inoxydable et métaux non ferreux.
- ISO 7721 : Vis à tête fraisée — Configuration de la tête et vérification par calibre.
- ISO 7721-2 : Vis à métaux à tête fraisée — Partie 2 : profondeur de pénétration des empreintes cruciformes.
- NF L22-...
- ISO 7379 : Vis épaulées
Utilisation
modifierGénéralités
modifierLes vis sont utilisées pour :
- l'assemblage par réunion de deux pièces, une pièce pouvant faire office d'écrou, par l'inclusion du taraudage ;
- l'assemblage par pression, la vis est alors utilisée en « vis de pression » ;
- l'arrêt d'une pièce : elle sert alors de butée ;
- le guidage en rotation ou en translation ;
- le réglage de position, comme dans un vernier.
Dimensionnement
modifierPour chaque utilisation, et plus spécialement pour les vis d'assemblage le dimensionnement sera pris en compte dès la conception de l'assemblage. L'inventaire et le niveau des contraintes permet de déterminer les dimensions minimales en fonction des matériaux en jeu.
Longueur filetée
modifierIl est couramment conseillé d'avoir pour longueur d'implantation :
- 1 x le diamètre de la vis : pour une vis en acier dans de l'acier ;
- 1,5 x Øvis : pour une vis en acier dans des matériaux plus tendres ;
- 5 x Øtube : pour l'assemblage de tubes.
Ces ordres de grandeur ne remplacent pas le calcul.
Calcul de résistance
modifierNotes et références
modifier- « ASTER™ System », sur www.lisi-aerospace.com (consulté le )
Voir aussi
modifierBibliographie
modifier- John H. Bickford et Sayed Nassar, Handbook of bolts and bolted joints, CRC Press, , 911 p. (ISBN 978-0-8247-9977-9, lire en ligne)
- Fred Herbert Colvin et Frank Arthur Stanley, American Machinists' Handbook and Dictionary of Shop Terms, McGraw-Hill, , 2e éd. (lire en ligne)
- Howard Thomas, Sr Hallowell, How a Farm Boy Built a Successful Corporation : An Autobiography, Jenkintown, Pennsylvanie, USA, Standard Pressed Steel Company, (OCLC 521866, LCCN 52001275)
- Mark W. Huth, Basic Principles for Construction, Cengage Learning, , 282 p. (ISBN 1-4018-3837-5, lire en ligne)
- Erik Oberg, Franklin D. Jones, Holbrook L. Horton et Henry H. Ryffel, Machinery's Handbook, New York, Industrial Press Inc., , 26e éd. (ISBN 0-8311-2635-3)
- Henry H. (eds) Ryffel, Machinery's Handbook, New York, Industrial Press, , 23e éd., 2511 p. (ISBN 978-0-8311-1200-4)
- Carroll Smith, Carroll Smith's Nuts, Bolts, Fasteners, and Plumbing Handbook, MotorBooks/MBI Publishing Company, , 224 p. (ISBN 0-87938-406-9, lire en ligne)
Articles connexes
modifierLiens externes
modifier- Notices dans des dictionnaires ou encyclopédies généralistes :
- [vidéo] Scilabus, « Votre meilleur tournevis est... nul (et il y a bien mieux). Feat Nota Bene », sur YouTube